
某电池制造商在焊接0.3mm厚铜质连接片时,面临:
传统焊接飞溅严重,可能引发电池短路
热输入控制困难,易损伤电芯
焊点一致性差,影响电池组可靠性
采用500W蓝光-1000W红外复合激光系统:
蓝光比例设定为30%,实现无飞溅预热
红外激光进行核心深熔焊接
总热输入降低40%
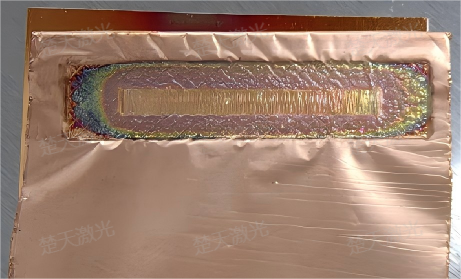
焊接良品率从85%提升至99.5%
生产效率提高50%
实现了百万量级产品的零客诉记录

 400-960-6856
400-960-6856 电话
电话
 在线咨询
在线咨询
 微信
微信

微信公众号
 返回顶部
返回顶部
